
0.1uF DF值不良分析
发布时间:
2022-07-19
0.1μF/275V D2 DF偏高原因分析 电容器是电子设备中使用量最大的组件之一,其中DF值为衡量电容器性能四大参数之一(容量、DF、绝缘、耐压),其直接导致电容器使用中发热。
0.1μF/275V D2 DF偏高原因分析
电容器是电子设备中使用量最大的组件之一,其中DF值为衡量电容器性能四大参数之一(容量、DF、绝缘、耐压),其直接导致电容器使用中发热。当电容器内部的发热量大于向外散发的热量时,电容器内部的温度越来越高,最后导致电容器的热击穿。所以实际使用中电容器内部温度升高是由电容器本身损耗产生的。
金属化薄膜电容器采用金属化薄膜卷绕、端面喷金属并焊接引线,所以在生产过程中,DF值会成为质量控制的关键因素。金属化薄膜电容器的损耗主要由介质部分与金属部分(极板、极板与喷金层、喷金层与引线、引线)的损耗组成。
1、 介质部分的损耗
因为此产品采用聚丙烯薄膜生产,故介质损耗很小,所以其损耗偏高主要为金属部分所导致。
2、 金属部分的损耗
金属化薄膜电容器金属部分的损耗由电容器的引出线损耗(CP线) 、CP线与喷金层的接触损耗,喷金层与素子端面的接触损耗及极板损耗共同组成。即可用下式表示:
tgδ=tgδ引+tgδ1+tgδ2+tgδ极
式中:
tgδ引 : 引线损耗
tgδ1 : CP线与喷金层的接触损耗
tgδ2 : 喷金层与素子端面的接触损耗
tgδ极 : 极板损耗
2.1引线损耗
tgδ引 =wC*r引=2πfc*4/π*ρι/d2*kd
式中:
ρ:电阻率/Ω.cm; d:直径/ cm; ι:长度/ cm; k:与导线材料有关的常数铜的k=0.106 本公司采用镀锡铜包钢线线,所以上式简化为:
tgδ引 =0.85*ρι/d2*f*C
可见,其损耗与长度呈正比,与直径呈反比,当使用在较高频率时,引线损耗是不可忽略部分。
2.2极板损耗
金属化薄膜电容器极板示意图如下:
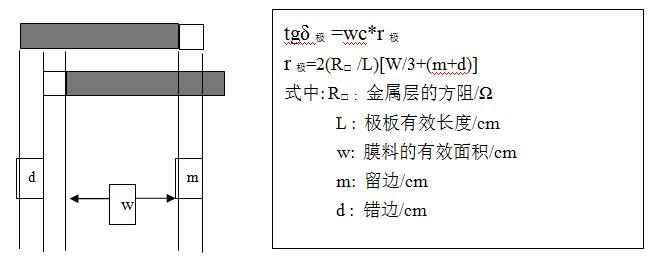
r极 增大的原因一是金属化膜在加工过程中的R□增大,另一原因是金属层的氧化引起方阻增大,因此在素子卷绕过程中张力应均匀,素子不留空隙,防止金属层氧化。
a) CP线与喷金层的接触损耗与喷金层与素子端面的接触损耗
在焊接良好杰出的情况下, CP线与喷金层的接触损耗tgδ1 应为0.而喷金层与素子端面的接触损耗,由于存在一定的接触电阻,所以喷金层的质量状况很关键。电容器DF增大的主要原因也为此2个接触点所决定。
输出2.1KV 储能2.5KV 脉冲试验
一 试验条件
温度: 25℃ 使用仪器: 脉冲测试仪 输出电压: 2100Vdc
湿度: 75% 有效日期: 2008/10/29 储能电压: 2500Vdc
试验样品)
0.1UF/275V D2
|
编号 |
试验前 |
试验后 |
变化值 |
素子解剖情况 |
判定 |
||||
| 静电容量 |
DF |
静电容量 |
DF |
容值变化率% |
DF值变化 |
OK& NG |
|||
| 1 |
100.460 |
1 |
97.553 |
3 |
-2.89% |
2 |
正常 |
OK |
|
| 2 |
100.870 |
1 |
100.950 |
1 |
0.08% |
0 |
正常 |
OK |
|
| 4 |
96.301 |
1 |
94.078 |
25 |
-2.31% |
24 |
端面凹陷 |
NG |
|
| 5 |
98.286 |
1 |
98.825 |
4 |
0.55% |
3 |
正常 |
OK |
|
| 6 |
97.608 |
2 |
98.267 |
8 |
0.68% |
6 |
正常 |
OK |
|
| 7 |
99.332 |
1 |
99.142 |
19 |
-0.19% |
19 |
焊接压力过大 |
NG |
|
| 8 |
97.202 |
1 |
97.193 |
2 |
-0.01% |
1 |
正常 |
OK |
|
| 9 |
98.886 |
1 |
99.318 |
2 |
0.44% |
1 |
正常 |
OK |
|
| 10 |
98.174 |
1 |
98.735 |
2 |
0.57% |
1 |
正常 |
OK |
|
电容器的损耗功率p=V2* W*C*tgδ 由此可见在电压,功率不变的情况下 tgδ增大将直接导致容器的损耗功率的增大。通过以上分析可见,应在以下方面采取改进措施。
1. 素子端面平整,不凹陷&抽芯。
2. 喷金作业严格依据SOP作业,不可随意更改其参数。
3. 焊接头之间的激励调整适当,焊接压力适中。
4. 焊接电流不宜过大,依据SOP设定。瞬间的电流过大会导致靠近引线部位的素子端面收缩,引起接触电阻增大,采用短路充放电高频(10KHz)可剔出早期失效良品。

报告人:郑仕康
标签:
上一页
下一页
上一页:
下一页:
推荐新闻
分享到
佛山市顺德区北滘华达电器实业有限公司

微信公众号